Grundsätzliches
Mit einem sog. Scace-Messeinsatz kann man Temperaturverläufe und die Temperaturstabilität einer Maschine ermitteln.
Der Messeinsatz simuliert den Kaffee durch einen Kunststoffblock, der ähnliche thermische Eigenschaften hat. Man kann mit einem Scace jedoch keine echten Espressobezüge messen, da die Kaffeekrümel sofort die Düse verstopfen werden. Aussagen, wie „meine Maschine macht die besten Bezüge bei 93 °” lassen sich mit einem Scace sicher nicht machen.
Zur Messung darf man deswegen keine Maschine nutzen, die irgendwo noch Reste vom echten Bezug hat. Im Zweifelsfall muss man das Duschsieb ausbauen und wirklich alles minutiös reinigen und das idealerweise 1h Stunde vor dem Start der Messungen.
Man kann aber innerhalb gewisser Grenzen nachprüfen, ob die Espressomaschine bei geringer oder hoher Belastung stabil bleibt und sich nicht aufheizt oder abkühlt. Dazu reicht es aber nicht zu einem beliebigen Zeit eine Gradzahl abzulesen. Es gibt aber einen genau definierten Messablauf, der es erlaubt am Ende eine Bestimmung der Temperaturstabilität in Form einer Zahl abzubilden.
Um so eine Messung durchzuführen braucht man einige Vorbereitung und entsprechende Geräte: das Scace selber, zwei Stoppuhren, ein Datenlogger und idealerweise filmt man den Messverlauf zur Dokumentation.
Die Messung
Die Messung mit einem Scace ist recht klar definiert (lässt aber einige Freiräume). Der Messablauf und die Auswertung ist hier definiert:
PROCEDURE FOR THE MEASUREMENT OF BREWING WATER TEMPERATURE IN ESPRESSO COFFEEMACHINES (2017)
Und man kann hier eine ordentliche Sammlung an Auswertungsergebnissen finden:
Die Röster — Freak-Artikel: Wir haben Temperatur-Präzision bei Espressomaschinen getestet
Es lohnt sich wirklich diese Erläuterungen der österreichischen Kollegen durchzulesen.

Vorbereitung der Maschine
Wenn es um die Reproduzierbarkeit und Vergleichbarkeit der Messungen geht, empfiehlt es sich die Espressomaschine frei in einem nicht zu kleinen Raum aufzustellen und Umgebungseinflüsse möglichst auszuschließen. Dazu gehört vor allem: Durchzug und hohe Raumtemperaturen.
Dann ermittelt man wie lange die Bezugszeit der Maschine ist, um pro Tasse 25ml Flüssigkeit (insg. 50 ml) zu bekommen. Die Länge eines Bezuges (bzw die geförderte Flüssigkeitsmenge) hat mehr oder minder Einfluss auf die Temperaturverläufe und natürlich auf die Vergleichbarkeit.
Maschinen mit einem Timer erleichtern einem die Messung. Maschinen mit manuellem Start und Ende des Bezugs (wie bei einer Maschine mit E61-Gruppe) machen den Messablauf etwas anspruchsvoller. Zum Abpassen der Bezugszeit (bzw. des Endes) sollte man eine zusätzliche Stoppuhr nutzen.

Vorbereitung der Messung
Wie dem o.a. Text beschrieben, sollte die Maschine 1 Stunde aufgeheizt sein. Das ist ein Wert, an dem wirklich jede Maschine/Brühgruppe ihre Temperatur erreicht haben wird.
Da man später die Messungen aus der Datei des Datenloggers extrahieren muss, sollte man ganz genau die in dem Dokument genannten Zeiten (und Pausen zwischen den Bezügen) einhalten, weil man sonst einige Zeit mit dem Suchen in den vielen Messwerten verbringt (abgesehen davon, dass man die Vergleichbarkeit verliert).
Um den Messablauf also sicher hin zu bekommen, nutzt man am Besten eine Tabelle, um die einzelnen Schritte abzuhaken, was besonders in der 2. Hälfte des Messzyklus hilfreich ist, wenn es hektisch wird, weil die Abstände zwischen den Bezügen sehr kurz werden.
Wenn in der Tabelle schon die Startpunkte der Bezugszeiten abgebildet sind, kann man sich die Arbeit deutlich erleichtern. Dazu nutzt man eine Stoppuhr, die man gleichzeitig mit dem Datenlogger startet. Wenn man zum Beispiel nach genau 2 Minuten den 1. Bezug beginnt, kann man sich ab da einfach nach der Stoppuhr und den vorausberechneten Zeiten der folgenden Bezüge richten.
Trotzdem empfiehlt es sich die genaue Startzeit eines jeden Bezugs aufzuschreiben, weil man nicht immer genau den errechneten Punkt trifft und später in den Daten Mühe hat, die richtigen Werte zu erkennen.

Da das Scace einen sehr feinen und scharfen Strahl erzeugt, legt man am Besten einen kleinen Schwamm in die Abtropfschale. Der reduziert sehr gut das Entstehen von feinem Nebel unter der Brühgruppe, der durchaus kühlend wirken kann.

Auswertung
Ein Messzyklus dauert rund 35 Minuten und dann kann man das Datenmaterial aus dem Datenlogger gemäß der Defintion auswerten.
In einer Tabellenkalkulation wie zum Beispiel Excel kann man sich sehr schnell einen Eindruck über die Gleichmäßigkeit (oder Ungleichmäßigkeit) der Bezüge machen, was durchaus geeignet ist für eine erste Einschätzung.
Man sollte beim Vergleich der ‚Spitzen‘ keine signifikanten Anstiege oder Abfälle feststellen können — dann ist das ein erster Hinweis auf eine gute Stabilität bei den Bezügen.



Jetzt kann die Berechnung der Temperaturstabilität gemäß der Definition in dem verlinken Dokument in Excel durchgeführt werden. Dazu wird die Standardabweichung für jeden Bezug berechnet und das ergibt insgesamt eine Gesamt-Standardabweichung die mit 2 multipliziert wird.
Die Werte werden von Messung zu Messung und von Maschine zu Maschine (des gleichen Typs) immer etwas unterschiedlich sein. Da gilt auch für die Xenia, auch wenn wir jede Maschine einmessen bzw. einstellen. Die Schwankungen sind auch nicht relevant und eine Maschine, die zum Beispiel einen Wert unter 1,1 hat, wird kaum bei einer anderen Messung einen Wert von über 5 erzielen.

Die Messwerte sind 2-fach aufgezeichnet: Einmal als Datensatz (s. weiter unten angegebenen Link zur Excel-Auswertung) und einmal als Video, damit die Echtheit geprüft bzw. Manipulation ausgeschlossen werden kann.
Messung mit Flush
In dem Dokument sind einige Kann-Aktionen des Messzyklus beschrieben, wie die Simulation von Dampf / Schäumen und einem Flush der Brühgruppe.
Bekanntermaßen ist die Xenia dafür entwickelt worden, dass sie keinen Coolingflush benötigt. Das bedeutet gleichzeitig, dass ein Flush bei der Xenia kontraproduktiv ist. Trotzdem kann man den Messzyklus mit einem Flush absolvieren, wenn man sich daran hält, ziemlich genau 5 Sekunden zu flushen: Start der Pumpe bis Bezugsende = 5 Sekunden = 2 Sekunden fliesst Wasser aus der Brühgruppe.
Wenn man den Messzyklus mit Flush mit einer anderen Maschine absolvieren möchte, empfiehlt es sich im Vorfeld, diese ‚ideale‘ Zeit zu ermitteln – zum Beispiel mit einem Brühgruppenthermometer.
Zum Vergleich zu der weiter oben dokumentierten Messung, wurde diese Messung mit Flush durchgeführt:
Messung mit Schäumen
Wenn man eine Messung mit Schäumen durchführen möchte, muss man zuerst bestimmen, wie lange es dauert, bis man 300ml Milch auf 60°C gebracht hat. Mit der 2-Lochdüse dauert das etwa 35 Sekunden.
Da sie Bezüge kürzer sind, muss man sofort bei (oder kurz vor) Bezugsbeginn anfangen zu schäumen und das Schäumen ca 10 Sekunden nach Bezugsende stoppen. Das ist gerade bei den kurzen Intervallen am Ende recht knifflig.
Bei der folgenden Aufzeichnung wurde beim 1. Bezug vergessen, den Bezug mit aktivierter Heizung zu starten. Und der 11. Bezug ging dann völlig daneben, weil kurz vorher der Kessel nachgefüllt wurde. Das intensive Dampfen bei den vorherigen 10 Bezügen lässt den Wasserstand im Kessel nach und nach sinken und so wurde kurz vor dem 11. Bezug kühles Wasser in den Kessel gepumpt. Der Bezug wurde dann verspätet gestartet und musste schon bald beendet werden, da der nächste Bezug nach Plan gestartet werden sollte.
Man sieht in der Grafik rechts, dass der Bezug kühler läuft, weil der Kesseldruck durch das kalte Wasser noch sehr niedrig war. Da die folgenden Bezüge im 10-Sekundenabstand gesartet werden mussten, hat sich diese Delle bei den folgenden Bezügen auch fortgesetzt.

Insgesamt war der Verlust aber mit 1,1°C beim 1. Folgebezug sehr moderat. Die Brühgruppe mit dem Turbulator hat hier ein stärkeres Absinken wirksam verhindert.

Private File - Access Forbidden
Messung 11 wurde wegen des Fehlers ausgeklammert
andere Maschinen / Einstellungen
Die Frage ist natürlich auch, ob das mit jeder Maschine so ist und ob andere Einstellungen (längere Bezüge, anderer Kesseldruck) etwas an dem Resultat ändern. Die obigen Messungen wurde alle an einer Serienmaschine durchgeführt.
Für die folgende Messung wurde eine andere Maschine genutzt, die mit 30 Sekunden Bezugsdauer (der Standard) und höherem Kesseldruck betrieben wird.
Kritik und Bewertung
Die Messungen mit einem Scace-Messeinsatz bilden natürlich nicht 100% die Realität ab. Dafür gibt es mehrere Anhaltspunkte. Um nur einen zu nennen: Die Masse aus Kunststoff mag zwar ähnliche Werte (Wärmekapazität/Wärmeleitfähigkeit) haben wie Kaffeemehl. Aber es macht schon einen Unterschied, ob das Wasser durch das Kaffeemehl gedrückt wird, oder nur an einem Kunststoffblock vorbeigeleitet wird. Mit dem Ausschlagen des Kaffeemehls wird nach dem Bezug auch eine Menge Energie aus dem System entfernt, was bei der Verwendung eines Scace-Messeinsatz nicht passiert.
Kritisch kann man auch sehen, dass solche Messungen etwas idealisiert sind. Maschinen stehen eben auch im Durchzug oder in Ecken, wo keine richtige Luftzirkulation existiert. Trotzdem ist es sinnvoll, dass man zu einer Messung ideale Bedingungen schafft, um so zu einer Vergleichbarkeit zu kommen. Alle wechselnden Bedingungen abzubilden, wäre sicher interessant, jedoch kaum möglich. Je besser eine Maschine bei dieser Messung/Auswertung unter kontrollierten Bedingungen abschneidet, desto besser wird sie wahrscheinlich mit weniger idealen Bedingungen klar kommen.
In dem Zusammenhang sei auch erwähnt, dass wir den beschriebenen optionalen Temperaturwechsel nicht durchgeführt haben (wohingegen wir Messungen mit Schäumen und Flushen durchgeführt haben).
Wie aussagekräftig ist nun so ein Wert ? Ganz pauschal: Eine Standardabweichung, die durch Messreihen bestimmt wird, ist sicher ein sehr viel realistischer Wert, als eine einzelne Gradzahl, die man irgendwann von einem Scace abließt und als ‚Brühtemperatur‘ ansieht. So eingesetzt ist ein Scace kaum sinnvoll eingesetzt.
Die errechnete Standardabweichung in Verbindung mit dem Messzyklus ist als eine Art Gesamtbetrachtung oder Fingerabdruck einer Maschine in Form einer Zahl (Score) zu betrachten.
Sind nun Maschinen mit einem hohen Score automatisch schlechter als Maschinen mit einem niedrigen Score?
Das kann man nicht pauschal sagen und man kann sicher auch festhalten, dass im Heimgebrauch diese Zahl eine sehr viel geringere Bedeutung hat, als bei Baristaweltmeisterschaften. Dieser Messwert hat natürlich auch in einer Bar in Italien gar keinen Wert.
Am Ende ist immer entscheidend, wie gut der Espresso schmeckt und das ist in erster Linie der Verdienst des Rösters und der richtigen Einstellung der Mühle.
Beurteilung der Messwerte
Im Abschnitt zuvor wurden die Faktoren dargestellt, die eine Messung über ein Scace von der Realität abweichen lassen – obwohl diese Messungen schon eine Aussagekraft haben. Sie zeigen, ob eine Maschine in der Lage ist Bezüge wiederholbar zu machen. Das ist eine wichtige Eigenschaft, weil man sich so im Prinzip nur auf die Mühlen und deren Einstellung konzentrieren muss. Die reale Bezugstemperatur ist nicht bekannt, aber sie kann auch als Ursache ausgeschlossen werden, weil sie sich im Bezug immer gleich entwickelt.
Tatsächlich kann man sich aber auch der realen Temperatur mit entsprechendem Aufwand annähern.
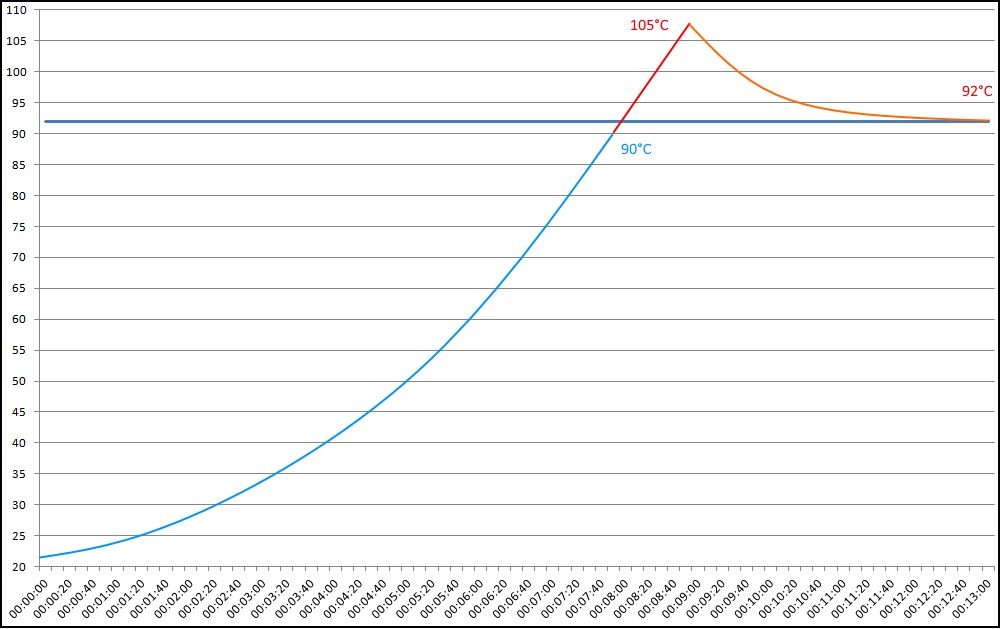
Was bei dem Aufbau des Scace klar erkennbar ist, ist dass es einen Raum hat, der zu füllen ist und der unter Bezugstemperatur liegt. Vorher wird die Temperatur, die das einströmende Wasser hat, nur zunehmend – und nicht sofort – angezeigt. Dazu kommt noch, dass der Sensor und das Messgerät nicht in Milliskunden reagieren. Je länger der Bezug dauert, desto näher kommen wir der realen Temperatur (genau gesagt: der gemischten Tempertur über eine Zeitraum). Wenn man nun aber nur den letzten Wert eines Bezuges kennt, kann man nicht feststellen, ob es starke Schwankungen beim Bezug gibt.
Mit einem Kühlschrank und einer Espressomaschine, bei der man die Heizung(en) abstellen kann und einer Tabellenkalkulation wie beispielweise Excel kann man zumindest die grobe Abweichung herausrechnen und einen Korrekturfaktor (genauer gesagt: eine Korrekturfaktor-Reihe) ermitteln.
Die Idee ist: Eine Maschine, die nicht warm ist, wird immer Wasser in Zimmertemperatur in die Gruppe und in das Scace pumpen. Damit ist die reale Temperatur über den gesamten Brühvorgang bekannt: nämlich konstant bei Zimmertemperatur. Da das Scace in der Regel immer einige Grad kühler ist, kann uns hier der Kühlschrank (oder Tiefkühler) helfen, den Temperaturunterschied zu erzeugen. Wenn das Scace 2 Stunden im Kühlschrank liegt, ist es sicher kälter, als die Brühgruppe – und das entspricht 1:1 der Realität bei Messungen mit eingeschalteter Heizung.
Nun kann man so einen Bezug aufzeichnen und das Ergebnis spiegelt das wieder, was weiter oben schon skzizziert wurde.

Nun erhält man aus der Messkurve zur konstanten Wassertemperatur, die Korrekturwerte pro Sekunde.
Genau genommen, gibt es natürlich auch bei dieser Methode eine kleine Abweichung – die der Trägheit der Sensoren geschuldet ist. So ist der Anstieg der Messkurve vermutlich in der Realität etwas stärker.
Und ein moderater Anstieg der Temperatur mit zunehmender Zeit zeigt an, dass der Bezug konstant läuft. Maschinen, deren Messwerte schurgerade laufen, zeigen hingegen in der Realität einen Abfall der Temperatur im Bezug.
Was diese Korrektur nicht kann: Starke Schwankungen zum Beginn des Bezugs aufzeichnen, wie sie bei Thermoblockmaschinen oder Maschinen mit großem Wärmetauscher zu erwarten sind.